文章作者:柏睿达机械 发布日期:2026-07-06
准备上聚氨酯夹芯板生产线的老板,在询价时经常会问:“你们这条线一分钟能出几米?”这个问题当然要问,但柏睿达觉得,重要的是先算清楚你自己需要多少产能
先算清楚自己的订单结构
同样是一天干十小时,不同的订单结构,实际产出差别不小。
如果你的订单以大批量、同一规格为主,连续线开起来就很少停机,实际产能接近理论产能。
如果你的订单零散,今天做50mm厚板、明天换100mm、后天换净化板,换型次数多,有效生产时间就少,实际产出和理论产能之间要打个折扣。
柏睿达建议:先翻翻自己过去一年的订单,看看平均每单多少平米、一个月换几次规格。这个数据比设备厂家的理论速度数字*有参考价值。
产能算多了和算少了,各有什么问题?
产能算少了:设备满负荷跑还交不上货,旺季干着急。但这种情况相对好办——可以再加一条线,或者把部分订单外协。
产能算多了:设备大半时间半开半停,回收周期拉长。这个比较被动,因为设备投入已经进去了。
柏睿达的经验是:按淡旺季取一个中间值来配产能比较合理。旺季靠加班或外协补,淡季设备也不至于长期闲置。
一分钟出几米,这个数怎么参考?
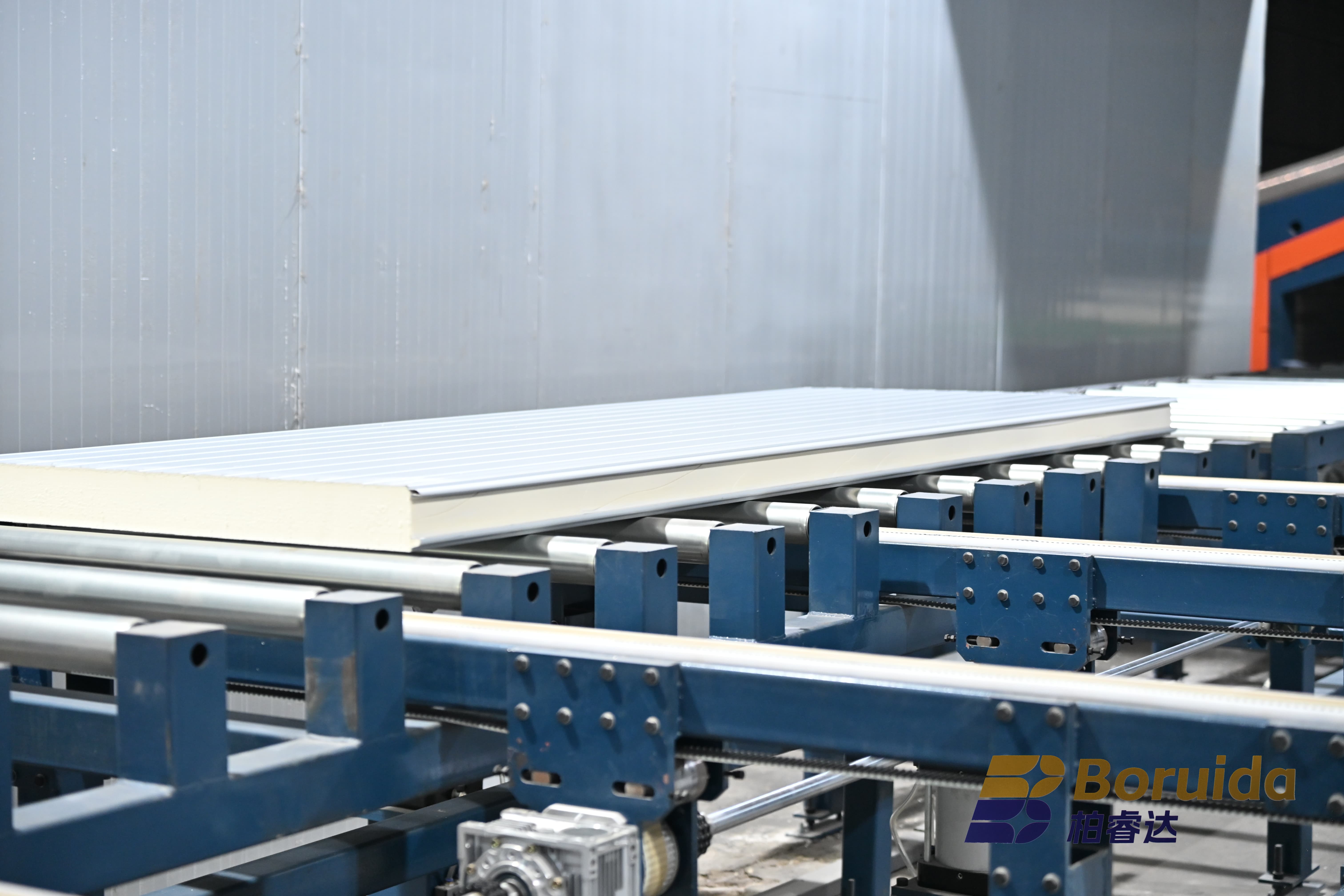
聚氨酯夹芯板生产线的速度,根据板厚和配置不同,常规连续线线速度在每分钟几米到十几米不等。但线速度不代表日产出,还要算上换型时间、日常保养停机、故障停机预留。
柏睿达在出方案时,会按你的目标年产量反推线速配置,给一个考虑换型余量之后的实际日产出估算,不拿理论极速当承诺。
有需要的同行可以带着近半年的订单数据来柏睿达当面聊,我们帮你算清楚什么配置配什么产能合适。
文末:关注柏睿达,获取聚氨酯夹芯板生产线产能配置方案。
178-3819-8638
河南省新乡市红旗区经开区纬三路与经三路交叉口东北7号厂房

微信


 © 2025 河南省柏睿达机械科技有限公司
© 2025 河南省柏睿达机械科技有限公司