文章作者:柏睿达机械 发布日期:2026-04-27
想上冷库板生产线的老板,初次询价时经常问的就是“一条线多少钱”和“一天能出多少平米”。柏睿达做板材设备这些年,说句实在话:这两个问题当然要问,但还有四个比较容易被忽略的问题,直接决定了你的生产线拉回去之后,能不能稳定地跑出合格产品。
冷库板跟普通岩棉板较大的区别在哪?冷库内外温差大,板缝一结露,客户就会找上门。
现在市场上有三种做法:
不封边——钢板直触冷热两面,结露是大概率事件;
单侧封边——有一定改善,但没封的那边时间长了还是会渗水;
聚氨酯四边全封边——用聚氨酯把岩棉芯材四周全包住,物理断冷桥,是目前防结露比较务实的方案。
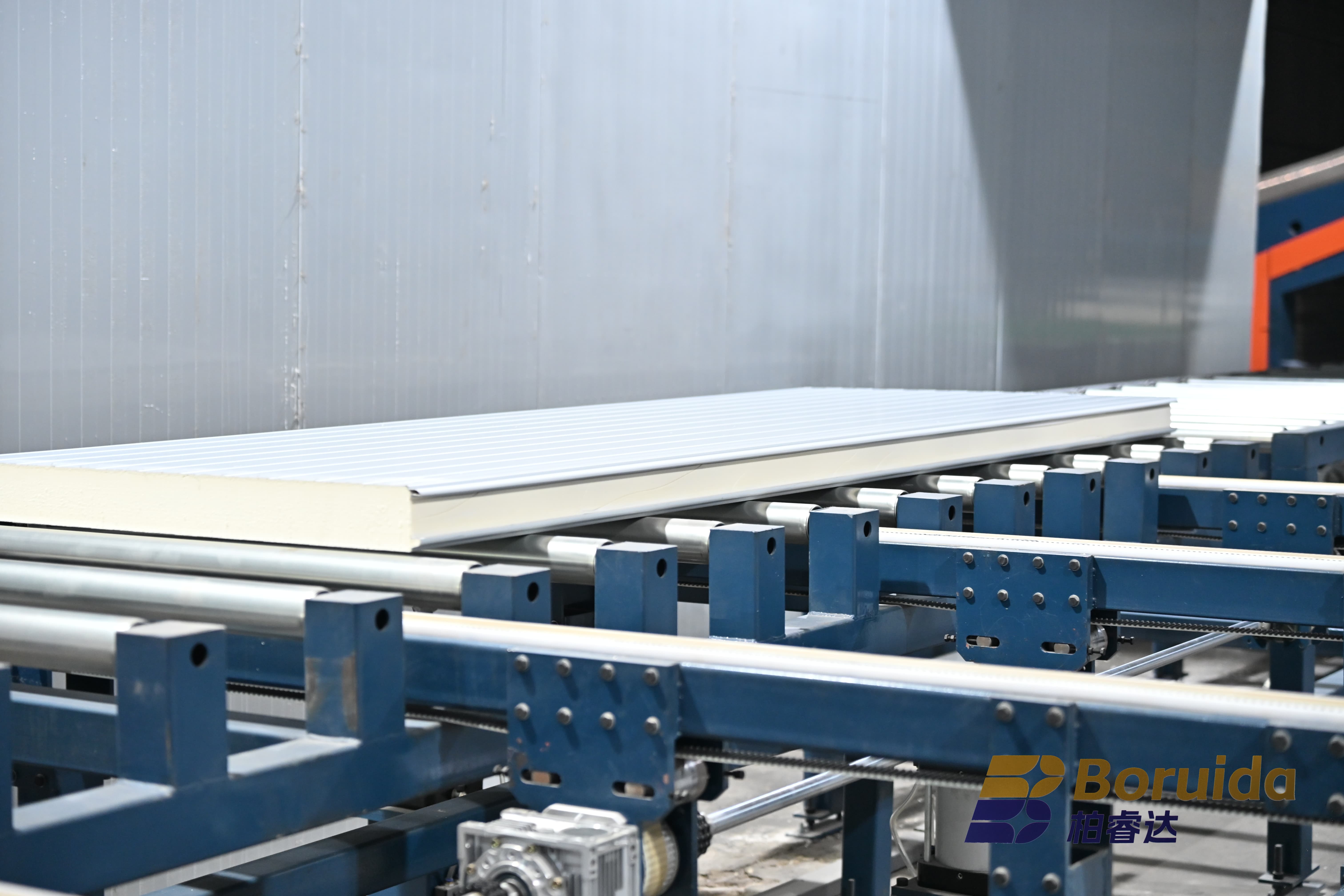
柏睿达冷库板生产线标配发泡全封边工位,出来的板子切面致密、闭孔率高,你的客户拿去用起来比较放心。
建议:考察设备时直接让厂家给你看封边工位的出料视频和成品切面样品。切面质地致密的是发泡工艺做出来的,这个一看就明白。
冷库板的厚度从 50mm 到 200mm 都有,你的客户可能要 -18℃ 的冷冻库用厚板,也可能要 0-4℃ 的冷藏库用薄板。
这里有一个容易被忽略的成本点:换型时间。
有些线产能指标看着不错,但换一次板型要调模具、调布料量、调节拍,耗时较长。柏睿达冷库板生产线在换型机构上做了快调设计,模具台、布料宽度这些关键参数切换起来比较方便。
建议:询价时直接问设备厂:“从 100mm 板换到 150mm 板,几个人调多久?”能答得清晰具体的,才是对冷库板线有经验的
冷库板的保温性能,核心在聚氨酯的密度和闭孔率。密度不均匀的后果是:有的地方保温好,有的地方可能跑冷,客户装上后发现制冷设备运行时间变长,一查是板子的问题,对你的口碑不利。
影响密度均匀性的几个设备因素:
计量泵精度——两组分比例偏差大,发泡就不稳;
混合头设计——混不均匀,局部密度就有差异;
模温控制——模台温度漂移,发泡反应速度跟着变。
柏睿达冷库板生产线在泵阀、混合头、温控这三个环节上都选用成熟稳定配置,出厂前用客户自己的料上试验机跑一遍,把配方参数调好再发货。
设备总会遇到需要维护的时候,尤其在刚投产那段时间,操作人员还在熟悉阶段,遇到情况需要及时支持。
区别在于:需要帮助的时候,设备厂怎么响应?
有些厂售后就一位技术人员各地跑,你联系的时候他可能在别的工地。柏睿达的售后配置是:机械方面有机械工程师、电气方面有电气工程师、配方方面有工艺工程师,三方各盯一摊,你打售后电话直接对到具体负责人。
另外一个小细节:柏睿达冷库板生产线交付时,技术员会驻场把全套操作培训做完,从开机、调参数、换规格到日常保养,帮操作人员熟悉整个流程,等你们能自己出合格板才撤。.JPG")
买冷库板生产线,本质是选一套长期稳定的生产工具。价格当然要考虑,但如果把它当成单一标准,后面可能会遇到维修、废品损耗、客户投诉这些持续性的问题。
柏睿达的建议是:把上面这四个问题写进你的考察清单里,挨个让设备厂家给你看实物、说清楚。如果能来一趟柏睿达车间,亲自看看发泡工位跑起来的实际效果,看一眼切面样品长什么样,比在电话里比价有参考价值。
178-3819-8638
河南省新乡市红旗区经开区纬三路与经三路交叉口东北7号厂房

微信


 © 2025 河南省柏睿达机械科技有限公司
© 2025 河南省柏睿达机械科技有限公司